полностью автоматизированный завод
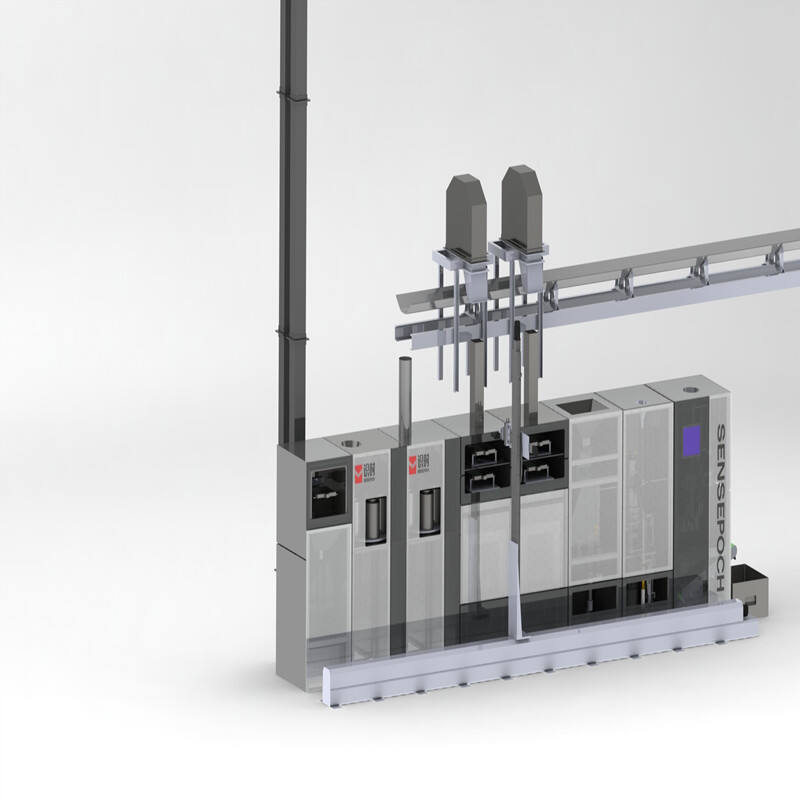
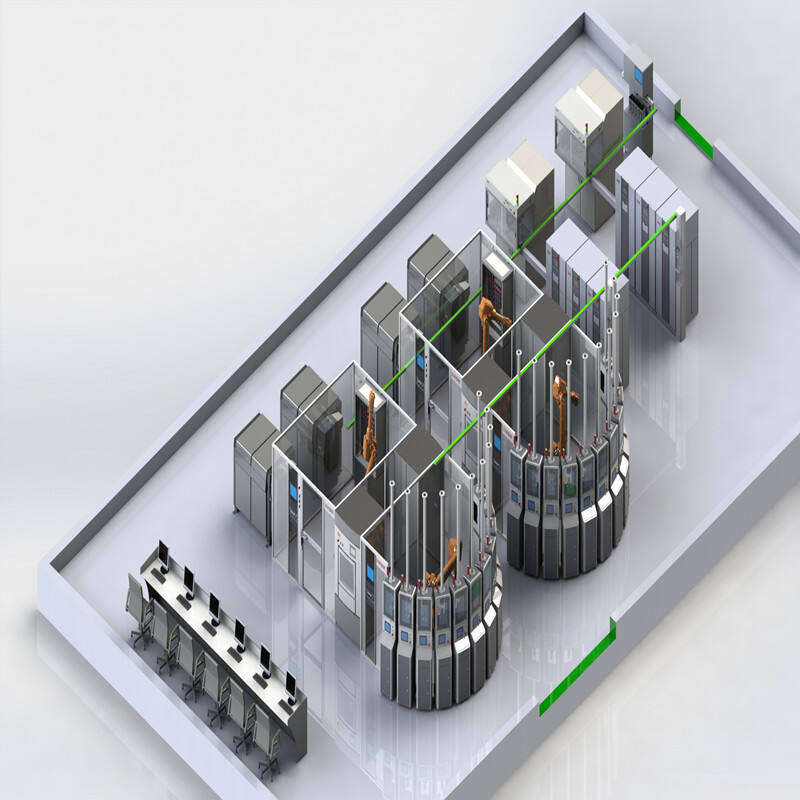
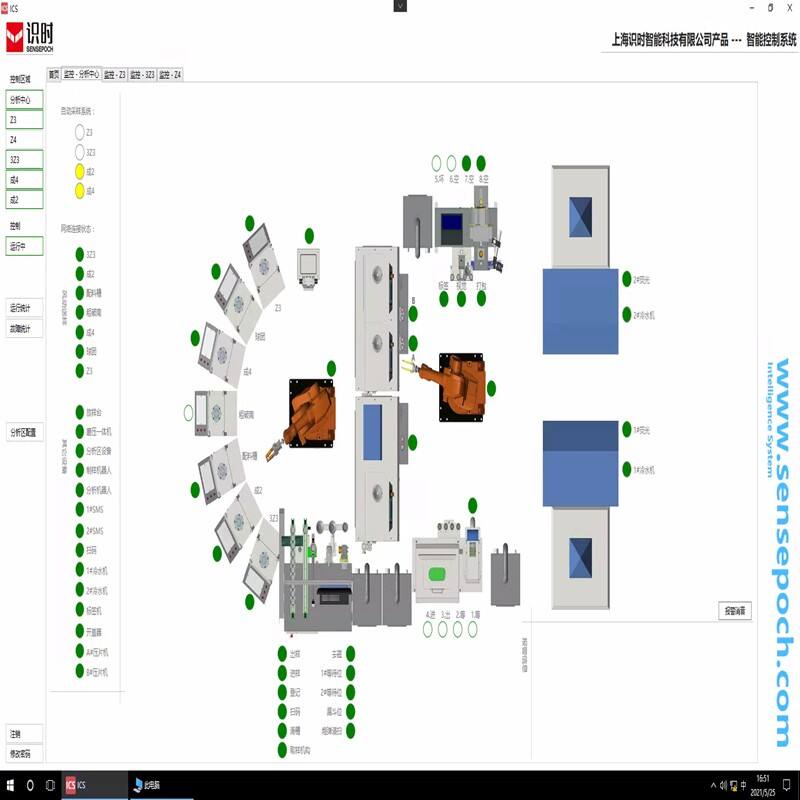
Полностью автоматизированный завод представляет собой вершину современных производственных технологий, интегрируя передовую робототехнику, искусственный интеллект и подключение к интернету вещей (IoT) для создания бесшовной производственной среды. Эти высокотехнологичные предприятия работают круглосуточно с минимальным вмешательством человека, используя умные датчики и автоматизированные транспортные средства (AGV) для перемещения материалов и управления производственными процессами. Система включает возможность мониторинга в реальном времени, которая отслеживает все аспекты производства — от поступления сырья до упаковки готовой продукции. Передовые системы исполнения производственных операций (MES) координируют все процессы, тогда как алгоритмы предиктивного обслуживания обеспечивают надежность оборудования. Технология цифрового двойника завода позволяет проводить виртуальное моделирование и оптимизацию процессов до их внедрения. Системы контроля качества используют компьютерное зрение и инструменты осмотра на основе искусственного интеллекта для обеспечения стабильных стандартов выпускаемой продукции. Интеллектуальная система управления энергопотреблением объекта оптимизирует потребление электроэнергии, а автоматизированное управление запасами гарантирует эффективное использование ресурсов. Интеграция передовых технологий приводит к созданию производственной экосистемы, максимизирующей продуктивность, минимизирующей ошибки и обеспечивающей стабильные стандарты качества при снижении эксплуатационных расходов.
 ×
×